営業部塚田です。今回は弊社にて研磨加工を行った下記の製品をご紹介させて頂きます。
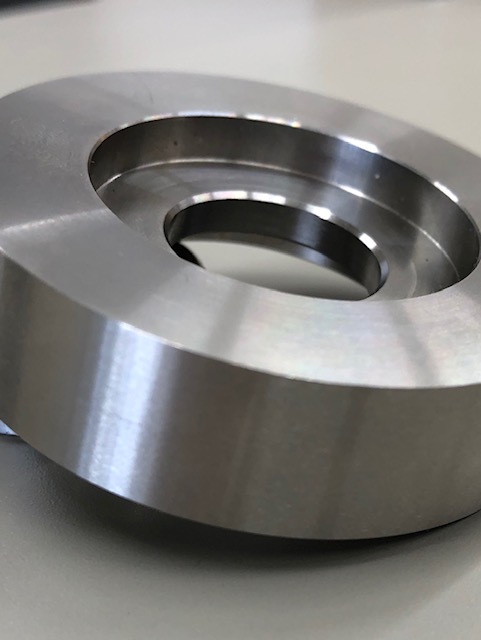
↑は弊社にて旋盤加工を行った後、外径の研磨を行いました。研磨担当者へ話を聞いたところ、研磨自体は難しいものではなかったが今回は治具の製作も行う必要があったり、またその治具自体も研磨をする必要があった為、時間と手間を掛けて作り上げた製品だったようです。
まず、なぜ治具の製作が必要だったのかというと。
研磨機は両端の穴をつかんで加工を行うのでその穴よりも内径が大きいとワークをつかむことが出来ません。図で表すとこんな感じです。↓
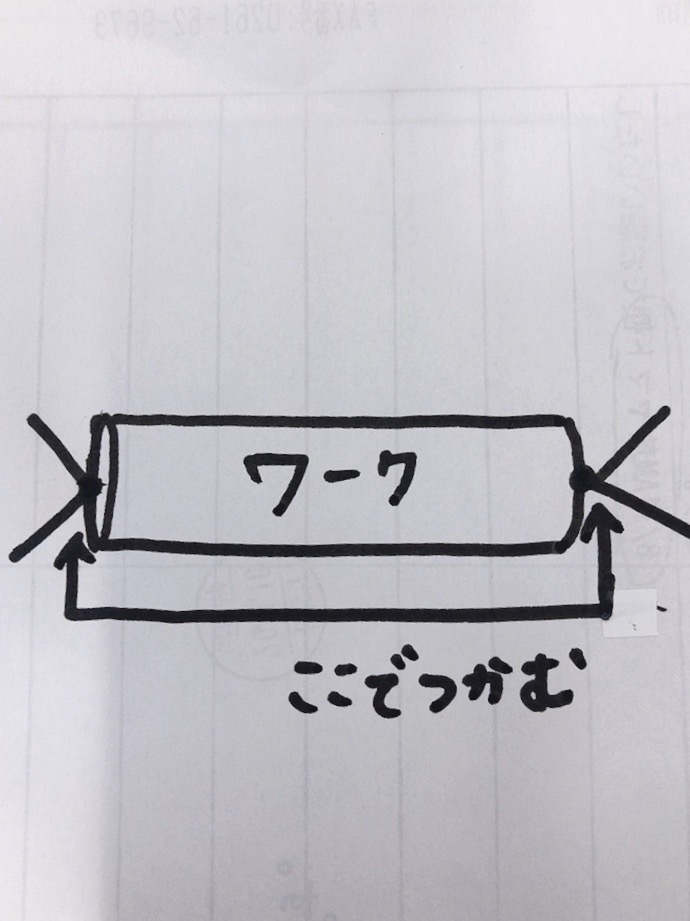
今回の製品は冒頭でご紹介したように内径が大きく貫通していますのでこのままではつかむことが出来ません。その為これをつかめるように治具の製作が必要だった、という訳です。
そこで加工者が製作した治具がこちら↓

↓まずこっちの治具を

こうしてワークにはめて↓

もう一方の治具で留める↓

逆側から見るとこんな感じ↓

写真でもお分かりのように、両端に小さい穴を空けてあります。この穴をつかんで研磨の加工を行いました。
また、先程ご紹介しました冶具写真の赤矢印部分に研磨加工をしております。これは、製品の外径と内径の同芯が0.01必要だった為、治具自体の精度も出ていないとこの数字を出すことは出来ません。ですので冶具をNC旋盤で製作した後、製品の内径と丁度合わさる部分の赤矢印部分を研磨し精度が出せるよう工夫をした、という訳です。
これからも様々な研磨加工方法を考えながら多くの製品と関わっていけたらと思っております。新たな研磨品もこのブログでまたご紹介させて頂きますね。最後まで読んで頂きありがとうございました。